IDP-8210 is a high-precision spot welding machine with 6 control modes and 5 optional operating frequencies (1KHz/2KHZ/3KHZ/4KHZ/5KHZ). IDP-8210 is the first servo motor control function in the industry to achieve precise adjustment of multi-stage welding pressure and adjustable welding head reset distance, solving the problem of instantaneous impact force when the cylinder welding head comes down.
Details
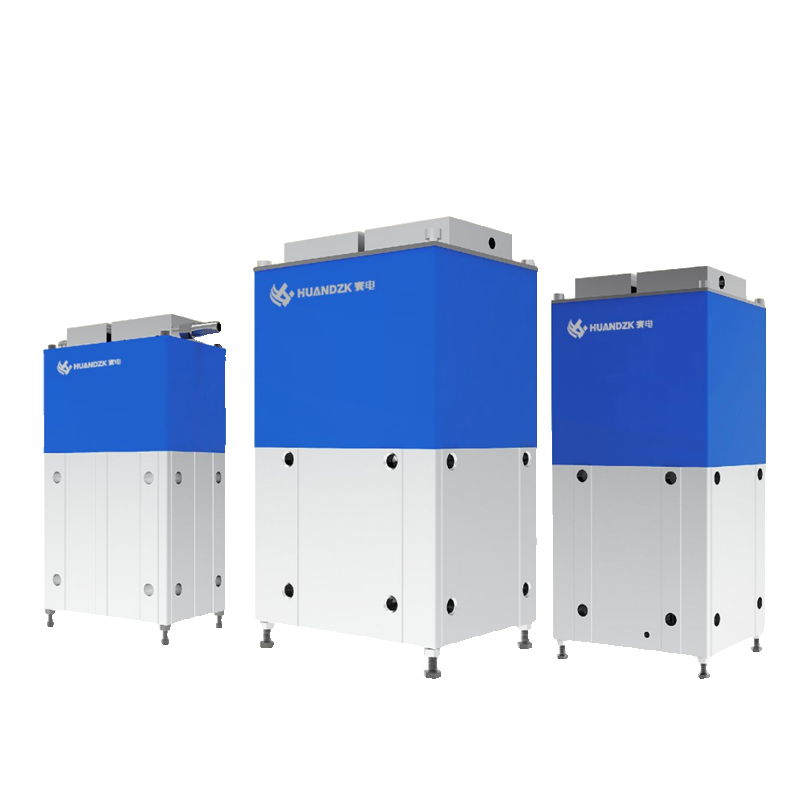
IDP8210 precision spot welding machine 8000A
IDP-8210 is a high-precision spot welding machine with 6 control modes and 5 optional operating frequencies (1KHz/2KHZ/3KHZ/4KHZ/5KHZ). It is the first servo motor control function in the industry to achieve precise adjustment of multi-stage welding pressure and adjustable welding head reset distance, solving the problem of instantaneous impact force when the cylinder welding head comes down.
The soul of an exceptional spot welder lies in its controller. The IDP-8210 is equipped with an industry-leading resistance spot welding controller, offering five selectable operating frequencies (from 1KHz to 5KHz) and six control modes. This high degree of flexibility allows it to effortlessly handle various material types and thicknesses.
More breakthroughly, this controller integrates servo motor control functions, enabling precise multi-stage adjustments of welding pressure and accurate settings for electrode reset distance. This innovative design completely eliminates the instantaneous impact force caused by traditional pneumatic cylinders during electrode descent, ensuring ultimate smoothness throughout the welding process. Additionally, it supports combined multi-stage pulse discharge cycles, making complex welding processes manageable.
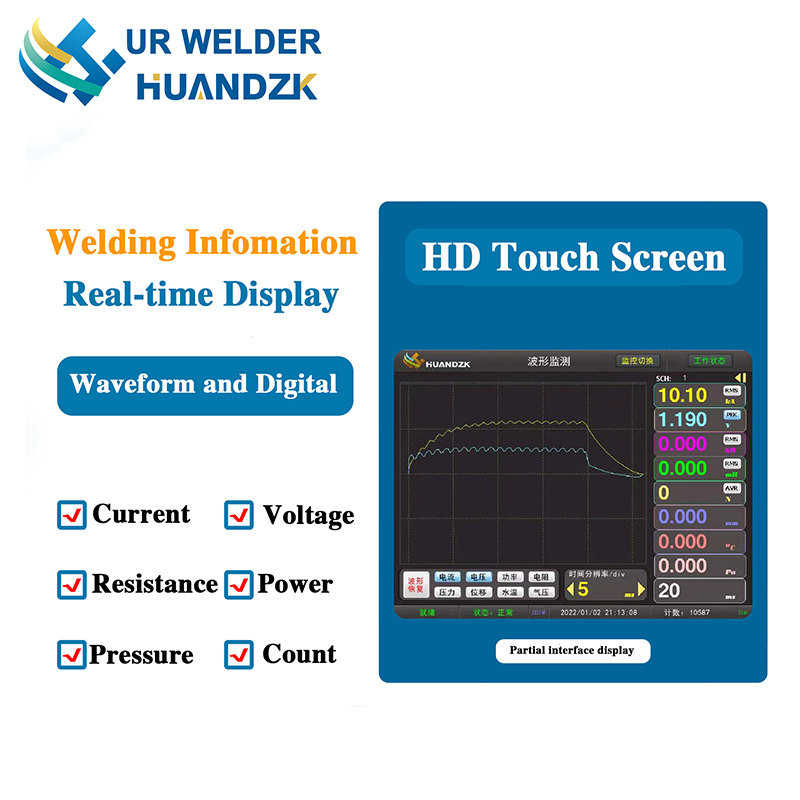
In the era of Industry 4.0, the "visualization" of the welding process is crucial. The IDP-8210 features an exquisite HMI touch screen with a built-in oscilloscope and monitoring function. Operators can view real-time waveforms and corresponding welding data for eight parameters, including current, voltage, power, and resistance.
Furthermore, the system boasts a powerful database capable of storing up to approximately 5 million spot welding records, which can be exported via USB with one click. By continuously monitoring the average effective values and instantaneous values of current, voltage, and power, enterprises can establish a comprehensive quality traceability system, achieving true quality control over every single weld point. For specialized processes, it also supports advanced functions such as pressure-displacement monitoring, pressure triggering, and displacement penetration depth interruption.
Beyond the core IDP-8210 host, a complete resistance welding system requires seamless coordination with peripheral equipment. As a standard pneumatic spot welding machine, its high-precision guide mechanism and wear-resistant piston direct-rod pressurization system guarantee long-term mechanical stability.
At the same time, post-weld sealing tests are equally critical for quality control. Although a welding leakage detector falls under independent non-destructive testing, integrating resistance welding systems with ultrasonic or acoustic imaging leakage detection equipment is a vital defense line in high-precision manufacturing (such as EV battery casings, heat exchangers, and vehicle sealed parts) to ensure zero-defect delivery. Huandian is dedicated to providing customers with one-stop metal welding solutions, ranging from precision welding to peripheral automation support.
1. 8-inch high-definition touch screen, with built-in detector function, real-time display of welding current, voltage, power, resistance waveform and corresponding welding data, rich and intuitive display content, simple and easy to understand.
2. Fixed peak current, fixed secondary current, fixed secondary voltage, fixed power, fixed pulse width, mixed control and other control modes.
3. Built-in multiple fault diagnosis, welding protection function, and monitoring alarm function to ensure welding safety.
4. Rich I/O interface, support multiple communication protocols (RS-232, RS-485, Ethernet, etc.), convenient for external automation control.
5. Support welding record storage and fault information storage, real-time export and reading of U disk, convenient for quality monitoring and quality tracking.
6. Support upper and lower limit monitoring settings of current, voltage and power. If the output exceeds the set upper and lower limits, an alarm prompt will be given.
7. Support multi-stage discharge, set slow rise and slow fall functions, which is helpful for welding forming and effectively solves welding spatter, ensuring welding stability.
8. 32 sets of parameter storage, convenient for multi-variety welding (expandable).
9. 1K/2k/3k/4k/5k frequency is adjustable, with high control response and precision, suitable for a variety of complex welding conditions.
The influence of current on heat generation is greater than that of time and pressure. Therefore, it is a parameter that must be strictly controlled during the welding process. If the welding current is too small, the core cannot be formed or the core size is small, and the strength of the weld is small; if the welding current is too large, it will cause overheating, spattering, and deep indentation of the welded workpiece.
2. Influence of welding time
In order to ensure the core size and weld strength, the welding time and welding current can complement each other within a certain range. In order to obtain a weld of a certain strength, a large current and a short time (strong condition, also known as hard specification) can be used, or a small current and a long time (weak body condition, also known as soft specification) can be used.
3. Influence of electrode pressure
Electrode pressure has a significant effect on the total resistance between the two electrodes. When the electrode pressure is small, spatter is easy to occur. As the electrode pressure increases, the total resistance decreases. When the electrode pressure increases and the welding current remains unchanged, the reduction in heat generation caused by the reduction in total resistance cannot be compensated. Therefore, the strength of the weld decreases with the increase in welding pressure. The solution is to increase the welding current while increasing the pressure.
4. Influence of electrode shape and material properties
Since the contact area of the electrode determines the current density, and the resistivity and thermal conductivity of the electrode material are related to the generation and loss of heat, the shape and material of the electrode have a significant impact on the formation of the weld nugget. As the electrode tip deforms and wears, the contact area increases and the strength of the weld spot decreases. Pay attention to the maintenance and trimming of the electrode (spot welding head) during use.