The Urwelder IDP-5210 spot welder is amazing! IDP-5210 uses a very advanced motor to control welding, making welding very accurate. IDP-5210 has a large screen that can clearly tell you how much power and force you used during welding, as well as the appearance of the welding.
Details
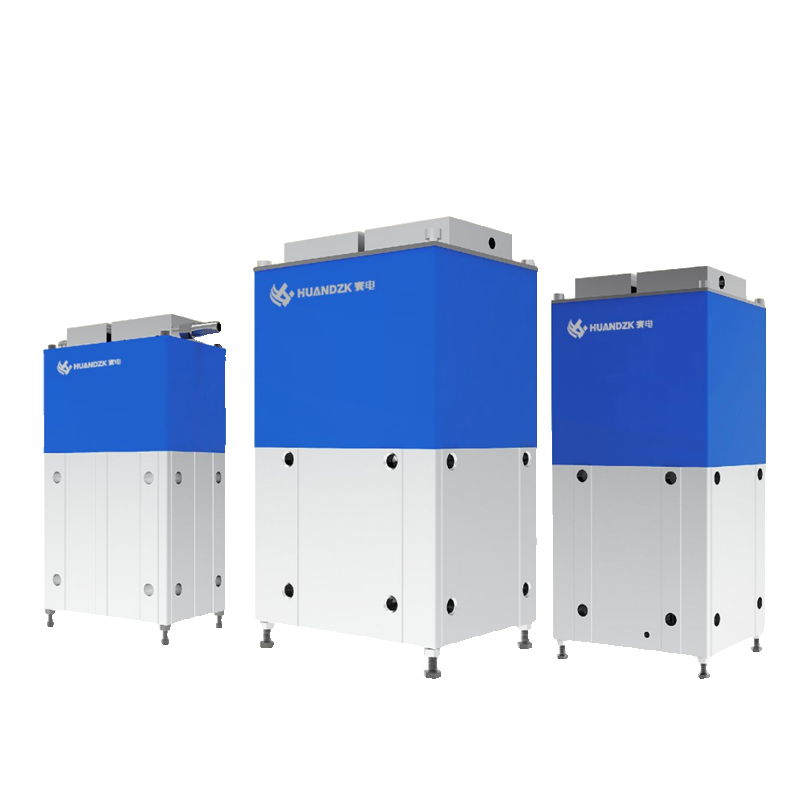
IDP-5210 precision spot welding machine 4000A
Urwelder IDP-5210 is a high-precision, multi-functional spot welder that uses servo motor control to achieve precise welding. IDP-5210 8-inch high-definition touch screen displays welding parameters in real time and supports multiple control modes and communication protocols for easy automation integration. Built-in fault diagnosis and protection functions ensure safety. Supports welding records and parameter monitoring, optimizes welding effects, and is suitable for a variety of complex welding conditions.
Sheet metal fabrication remains one of the most important application sectors for resistance welding technology. Manufacturers producing electrical cabinets, metal enclosures, HVAC components, storage systems, household appliances, and automotive structures increasingly rely on a spot welding machine for sheet metal to support efficient and repeatable production processes. As demand for precision metal fabrication grows worldwide, investment in advanced spot welding machine for sheet metal solutions continues to rise.
The IDP-5210 precision spot welding machine 4000A is frequently deployed in production facilities requiring stable welding operations for metal assemblies, fabricated components, wire products, and industrial equipment. Applications involving thin sheet materials, galvanized steel, stainless steel, and coated metals often incorporate the IDP-5210 precision spot welding machine 4000A into automated manufacturing systems. Growing requirements for production consistency and manufacturing efficiency continue to drive market demand for the IDP-5210 precision spot welding machine 4000A.
Across global manufacturing sectors, resistance spot welding equipment remains a core technology for joining metal components in high-volume production environments. Automotive body structures, battery components, electrical products, metal furniture, wire mesh panels, and industrial assemblies are commonly manufactured using resistance spot welding equipment. The continued expansion of automated production lines has reinforced the importance of reliable resistance spot welding equipment within modern factories.
As industrial automation advances, manufacturers increasingly focus on process integration and production control. The implementation of control for resistance seam welding technology has become particularly important in applications involving continuous weld seams, including fuel tanks, filter elements, metal containers, exhaust systems, pipelines, and sealed steel assemblies. Modern production facilities utilize control for resistance seam welding solutions to support process management, production efficiency, and manufacturing consistency throughout continuous welding operations.
The global resistance welding market is supported by a broad network of experienced resistance welding machine manufacturers serving industries ranging from automotive and transportation to electronics, energy storage, construction, and industrial fabrication. Leading resistance welding machine manufacturers continue to invest in production technologies that align with evolving industry requirements, increasing automation levels, and expanding international manufacturing capacity. As a result, resistance welding machine manufacturers play a critical role in supporting the modernization of welding operations worldwide.
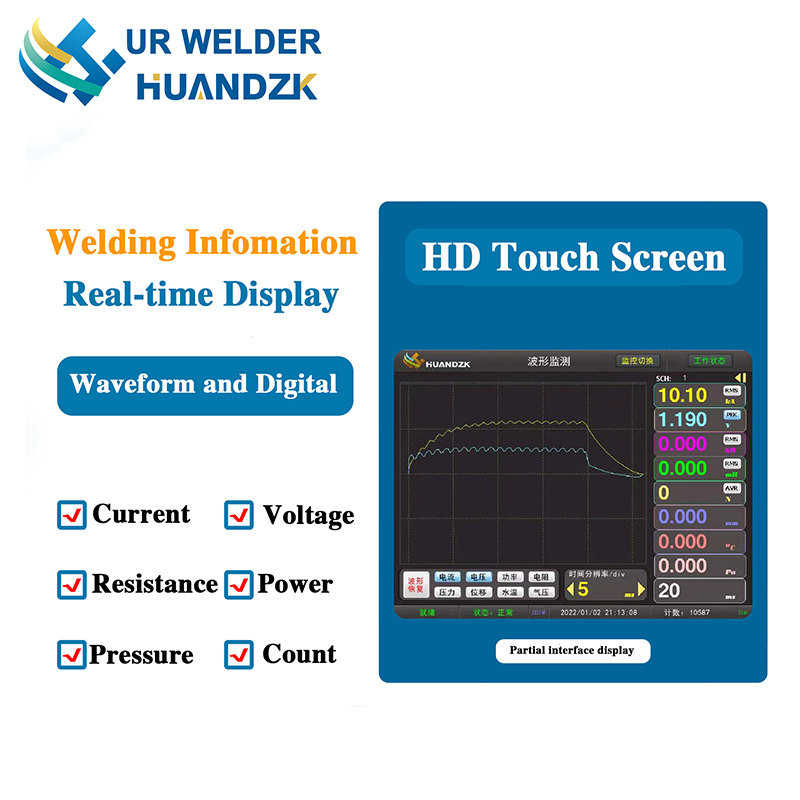
1 High-definition touch screen:
8-inch large screen, integrated detector function, real-time display of welding parameters and waveforms, intuitive and easy to understand.
2 Multiple control modes:
Supports multiple modes such as fixed peak current, secondary current, secondary voltage, power, pulse width and mixed control.
3 Safety guarantee:
Built-in fault diagnosis, welding protection and monitoring alarm functions to ensure safe operation.
4 Flexible communication:
Provides a variety of I/O interfaces and communication protocols (RS-232, RS-485, Ethernet, etc.) for easy automation integration.
5 Data storage and monitoring:
Supports welding record and fault information storage, USB flash drive export and reading, easy to track quality.
6 Flexible parameter setting:
Can monitor the upper and lower limits of current, voltage, and power, and supports multi-stage discharge and slow rise and fall functions to optimize welding effect and stability.
7 High adaptability:
32 sets of parameter storage, strong scalability, adapt to the needs of multiple varieties of welding; adjustable frequency, fast response, high accuracy, to cope with complex welding conditions.
The influence of current on heat generation is greater than that of time and pressure. Therefore, IDP-5210 is a parameter that must be strictly controlled during the welding process. If the welding current is too small, the core cannot be formed or the core size is small, and the strength of the weld is small; if the welding current is too large, IDP-5210 will cause overheating, spattering, and deep indentation of the welded workpiece.
2. Influence of welding time
In order to ensure the core size and weld strength, the welding time and welding current can complement each other within a certain range. In order to obtain a weld of a certain strength, a large current and a short time (strong condition, also known as hard specification) can be used, or a small current and a long time (weak body condition, also known as soft specification) can be used.
3. Influence of electrode pressure
Electrode pressure has a significant effect on the total resistance between the two electrodes. When the electrode pressure is small, spatter is easy to occur. As the electrode pressure increases, the total resistance decreases. When the electrode pressure increases and the welding current remains unchanged, the reduction in heat generation caused by the reduction in total resistance cannot be compensated. Therefore, the strength of the weld decreases with the increase in welding pressure. The solution is to increase the welding current while increasing the pressure.
4. Influence of electrode shape and material properties
Since the contact area of the electrode determines the current density, and the resistivity and thermal conductivity of the electrode material are related to the generation and loss of heat, the shape and material of the electrode have a significant impact on the formation of the weld nugget. As the electrode tip deforms and wears, the contact area increases and the strength of the weld spot decreases. Pay attention to the maintenance and trimming of the electrode (spot welding head) during use.