IDP-300 15000A Precision Spot Welding Machine | High Power & High Accuracy
IDP-300 15000A Precision Spot Welding Machine | High Power & High Accuracy
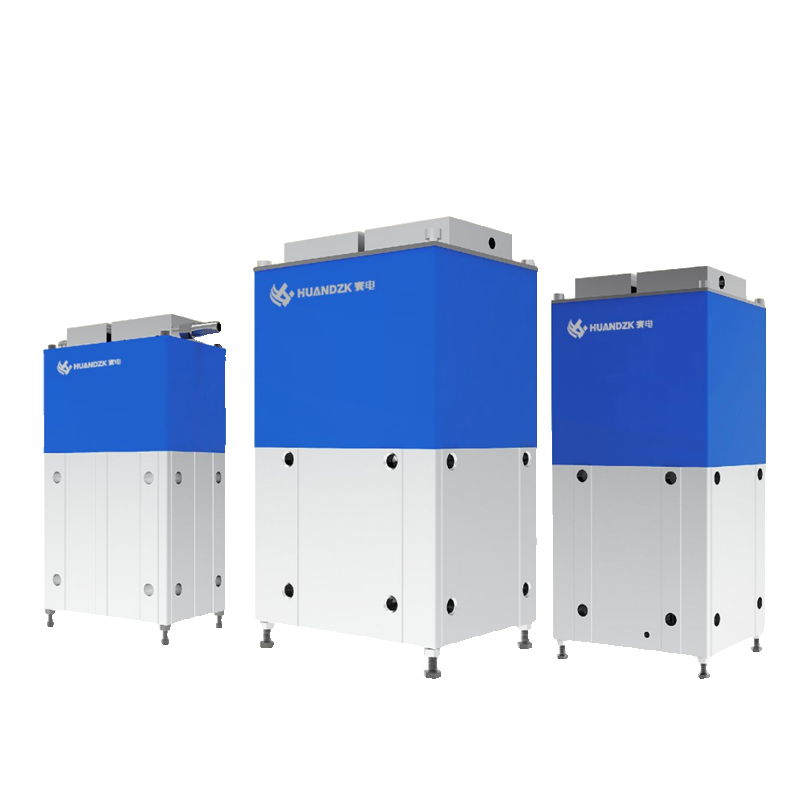
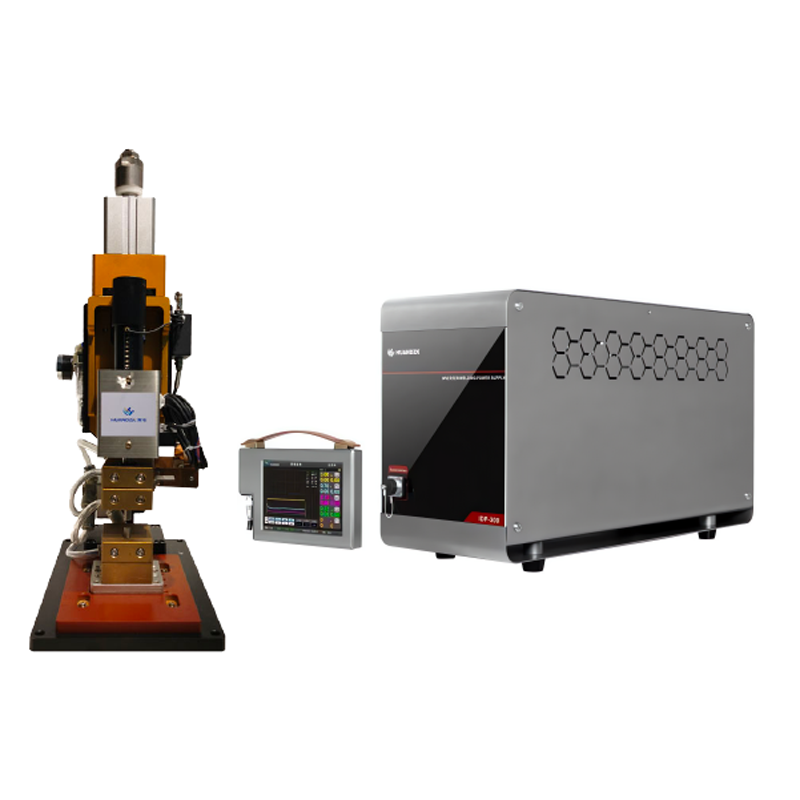
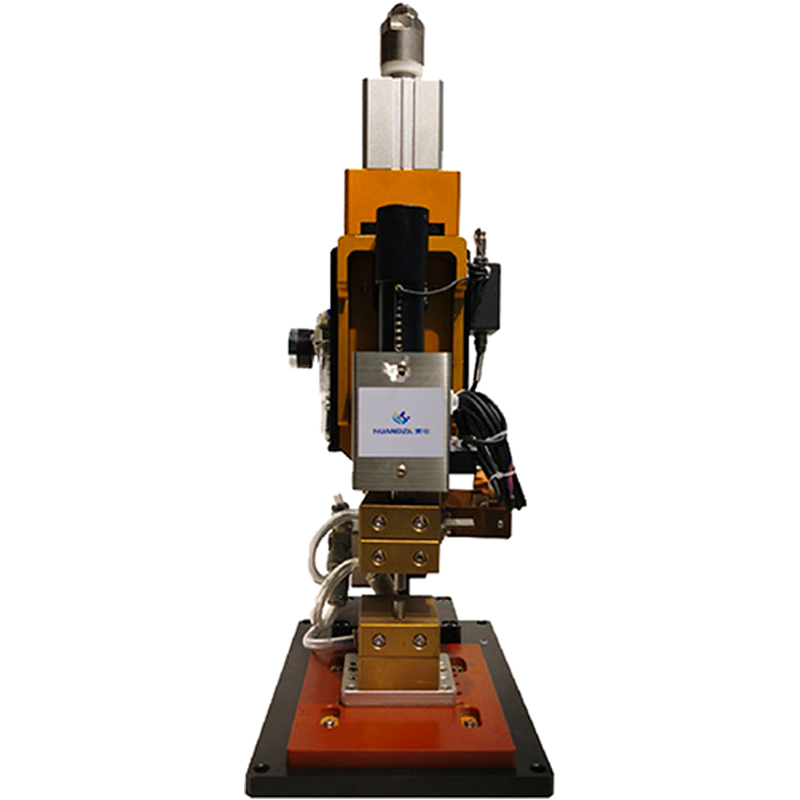
IDP-300 is a high-precision welding power supply featuring 6 advanced control modes and 5 selectable working frequencies . IDP-300 is the first in the industry to integrate servo motor control, enabling precise multi-stage welding pressure adjustment and accurate control of weld head reset distance. This advanced system effectively eliminates the impact force caused by traditional cylinder-driven welding heads, ensuring higher stability, improved weld consistency, and superior welding quality.
Details
IDP-300 15000A Precision Spot Welding Machine | High Power & High Accuracy
The Urwelder IDP-300 high-precision spot welding machine is a next-generation resistance welding system designed for industries requiring accurate, stable, and repeatable welding performance. Combining servo motor control technology, multi-mode operation, and intelligent monitoring, IDP-300 delivers superior welding quality for demanding applications such as electronics, automotive components, and precision metal parts.
The IDP 300 precision spot welding machine is widely applied in production environments requiring stable and repeatable welding processes. Manufacturers involved in metal fabrication, electrical components, precision assemblies, and industrial products often integrate an IDP 300 precision spot welding machine into automated or semi-automated production systems. As manufacturing standards continue to evolve, the demand for IDP 300 precision spot welding machine solutions remains strong across multiple industries.
The market for mic welding machine equipment continues to grow alongside the expansion of electronics manufacturing, battery assembly, sensor production, connectors, and precision metal products. A mic welding machine is commonly utilized in applications where small components and high-volume production require consistent welding operations. Increasing investments in precision manufacturing have further accelerated the adoption of mic welding machine technology worldwide.
Production of welded wire mesh remains an important segment within the welding industry. Construction materials, fencing products, storage systems, agricultural equipment, transportation infrastructure, and industrial protection barriers all rely on welded wire mesh manufacturing. As global infrastructure projects continue to expand, the demand for welded wire mesh production equipment and welding solutions continues to increase across international markets.
The use of a stainless steel welder is widespread throughout industries including food processing equipment, commercial kitchens, medical devices, architectural products, transportation systems, and industrial machinery. Manufacturers engaged in stainless steel fabrication often depend on a stainless steel welder to support efficient production and large-scale manufacturing requirements. The global market for stainless steel welder solutions continues to grow as stainless steel consumption increases across various sectors.
A wire welding machine plays an important role in the production of wire shelves, wire baskets, wire containers, wire racks, welded panels, and industrial wire assemblies. Many manufacturers utilize a wire welding machine as part of automated production lines designed for continuous operation and high output. The expansion of logistics, warehousing, construction, and industrial equipment sectors continues to drive demand for wire welding machine technology.
The market for stainless steel welding machine equipment has expanded significantly due to increasing applications in industrial fabrication and metal processing. A stainless steel welding machine is commonly found in manufacturing facilities producing household appliances, kitchen equipment, metal enclosures, transportation components, and commercial products. As industrial production volumes rise globally, investment in stainless steel welding machine solutions continues to grow.
Welding current has the greatest impact on heat generation and must be strictly controlled. Too low current results in small, weak welds; too high current causes overheating, spatter, and deep indentation.
Effect of Welding Time
Within a certain range, welding time and current can compensate each other. High current with short time or low current with long time can both achieve required weld strength.
Effect of Electrode Pressure
Electrode pressure affects contact resistance. Low pressure may cause spatter; higher pressure reduces resistance and heat. If current is unchanged, weld strength may decrease, so current should be increased accordingly.
Effect of Electrode Shape and Material
Electrode shape affects current density, while material properties influence heat generation and dissipation. Worn electrodes increase contact area and reduce weld strength, so regular maintenance is necessary.